PE双壁波纹管标准工艺-润星电力管材(抚顺市分公司)|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东
更新时间:2025-06-02 22:41:39
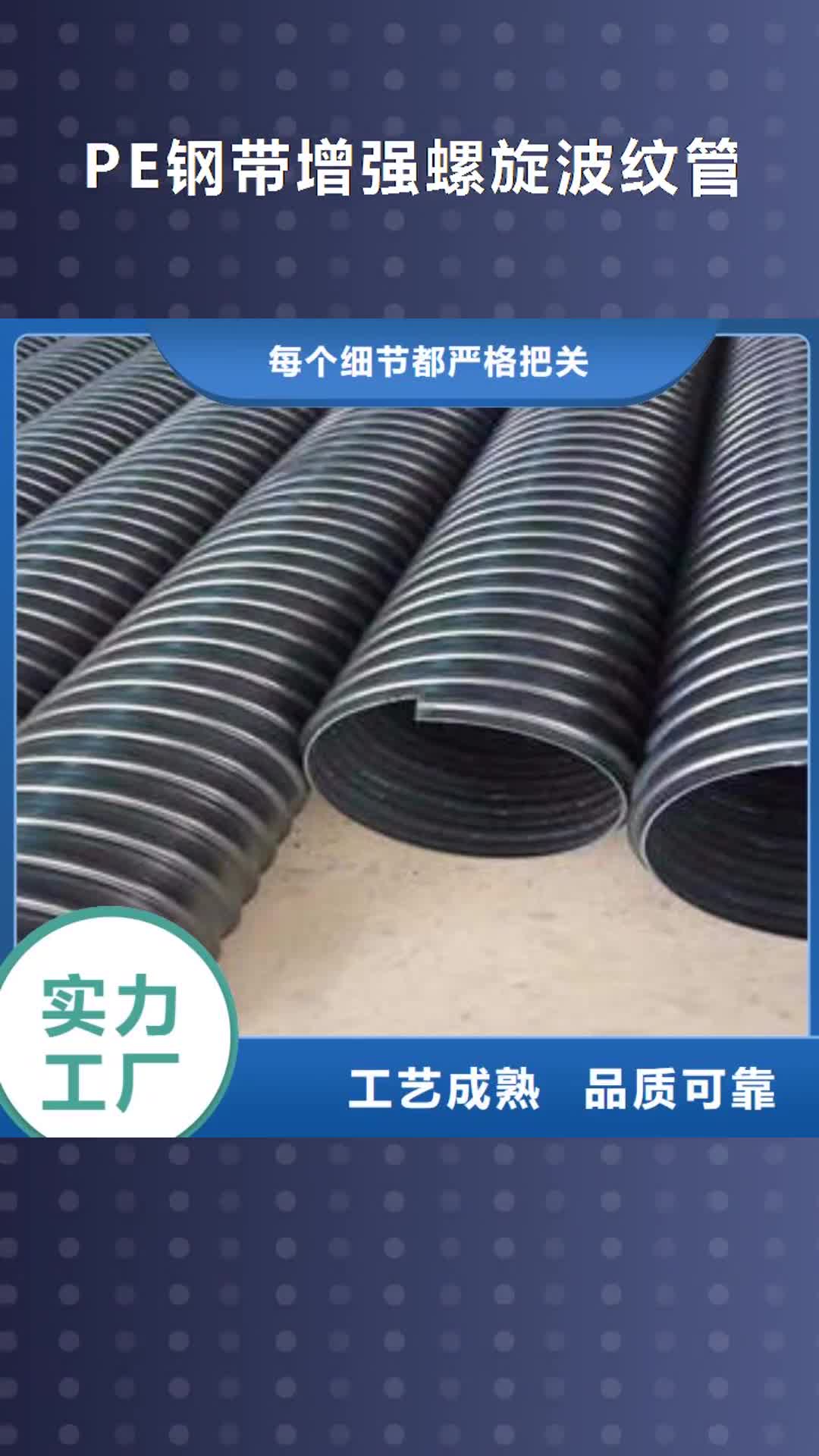
Tags: PE双壁波纹管


我们精心制作的PE双壁波纹管产品视频已经准备就绪,【解锁新品!】PE双壁波纹管产品视频,带你穿越新品体验之旅!
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 颜色 | 内蓝外黑 |
| 外观 | 波纹管 |
| 定长 | 6米/支 |
| 环刚度 | 8KN |
| 原料 | 高密度聚乙烯 |
| 厂家 | 山东阳谷 |
| 连接方式 | 胶圈连接 |
| 敷设方法 | 地埋 |
| 规格 | 200-800 |
| 厂家 | 山东阳谷 |
| 价格 | 18.5 |
|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东")
PE双壁波纹管,【聊城润星电力管材(抚顺市分公司)w2925437581948-3】位于素有PE双壁波纹管之乡的抚顺,作为本地企业,我们深入了解市场需求和客户偏好,不断推出符合市场需求的PE双壁波纹管产品。联系人:王经理,地址:塑料管材产业园。
|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东")
大口径高强度PE双壁波纹管采用了U型钢带复合PE材料,使管材在不增加成本的前提下大幅度提高环刚度,同等重量情况下比缠绕管、克拉管强度大幅度提高。可解决重载等一系列问题,大口径管材优势更加明显,目前我们生产管材口径从DN600mm到DN2200mm。环刚度都保持在8KN/m2以上,比水泥管和其它塑料管重量更轻、强度更高。性能可靠PE双壁波纹管的各层复合是在塑料熔融状态下进行的;与缠绕管(中空壁管)二次融化成型完全不同,因此各层之间完全粘合,牢度非常高。耐腐蚀长寿命钢带表面进行特殊预处理。以增强钢材的防腐蚀能力以及钢材和塑料的粘合力,提高剥离强度。在塑料原料充分熔融的状态下缠绕成型,管材的整体结构牢固可靠。由于采用特殊材料和工艺既解决了钢板防腐问题也解决了钢板与PE材料的粘合度,使管道的使用寿命和纯塑料管道一样,保证在50年以上。连接方式多样且连接可靠PE双壁波纹管可采用电热熔连接、热收缩带连接、内外挤出焊接或多种连接组合使用,连接牢固。可靠的连接可以使管道达到零渗漏。 近年来,HDPE双壁波纹管管道发展十分迅速。在生活和工业应用中,以其环保而越来越受青睐,发挥着重要的、不可替代的作用。特别是在建筑业,HDPE双壁波纹管不仅能大量代钢、代木、替代传统建材,而且还具有节能、节材、保护生态、改善居住环境、提高建筑功能与质量、降低建筑自重、竣工便捷等优点。 增长速度约为管材平均增长速度的4倍,以环保型绿色塑料管材替代铸铁管和镀锌钢管已成为新世纪发展的潮流。下面,就是简单的建筑排水体系设计步骤:HDPE双壁波纹管排水定额—每单位每日排出污水量:一般q排≈q用简单的建筑排水系统HDPE双壁波纹管的设计方法与步骤:。排水管道的平面布置2.绘制排水管道系统图3.确定各HDPE双壁波纹管管道管径及坡度?。按经验确定某些排水管的小管径,通过水力计算确定管径?满足三个水力条件:?①充满度②管道流速③坡度?4.室外排水检查井?砖砌圆形或方形井,井径常用Ф700或Ф1000。 PE双壁波纹管生产质量好自然是施工方看重的一个点,但是在这个前提下,连接方式又是需要考虑的另外一个重要的方向。公司专业生产PE排水管,拥有数名施工人员,管材连接经验丰富,1.电热熔带连接。是采用专用热风挤出焊接工具。先将PE双壁波纹管被连接两端加热,焊挤出熔融的聚乙烯料,把连接缝两端的聚乙烯材料熔融接成一体的连接方法。挤出焊接的是利用分子热运动的基本原理,通过挤出焊将PE焊条加热(使焊条从固态变成了粘流体)并挤出。同时焊上配臵的热风加热被焊PE管的待焊面。经外力作用,接缝两端的PE材料相互粘合,使彼此间得到了很好的扩散和相互缠绕,将管材连接为一体,从而达到焊接的效果。热收缩管(带)连接方法。是采用纤维增强聚乙烯热收缩带做内层,热收缩管做外层,热收缩管内表面涂有热熔胶,经加热后与的将相邻PE双壁波纹管管端贴合紧箍连成一体的连接方法。热收缩管连接一般用于管径小于1200mm的PE双壁波纹管。塑料检查井。应安装在密实的地基土层上,或是在开挖井坑后经处理密实的地基上。塑料检查井基础一般采用砂砾石垫层基础。
|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东")
PE双壁波纹管大家都不陌生,在生活、工作中都能用到,但是知道PE双壁波纹管制作过程的却是。其实PE双壁波纹管必须经过复杂的工艺才能成为合格的产品,由于PE双壁波纹管多是大口径型规格,挤出成型用原料较多,所以一般厂家都采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用),PE双壁波纹管成型过程主要经过管材成型,管材切断和扩口等三个工艺流程,混合筛后粉料-向挤出机上料-挤出机加热塑化-挤出机头分流-压缩成双层薄壁管状-在模块与定径套间由压缩空气吹涨-内外壁成型-冷却水次序却定型-连续牵引管材脱模。成型机匀速出管-切割机夹具卡紧并同行-切割刀盘旋转并进刀-切割管材-刀盘复位-夹具松开复位-小车回位等待下一指令。综合上述,不难看出PE双壁波纹管的生产工艺非常复杂,经过完善的生产工艺才能生产出高质量PE双壁波纹管,满足日常生活的需要。 PE双壁波纹管用于新、旧屋顶或地下工程顶板等硬质界面绿化时,在铺设蓄排水隔根板之前,先清算现场杂物,根据计划图纸要求设置防水层,再用水泥砂浆找坡,使外貌无显着高低处,积水能按坡度和流向有有序排放,PE波纹管铺设范畴内无须别的设置排水盲沟。PE双壁波纹管用于园建中的花池、花槽和花坛时,直接以排水蓄水隔根板和过滤保湿层取代通例质料,(如陶粒、鹅卵石或贝壳等构成的过滤层。无清闲排水塑料排水板铺设完毕后,可举行下一道工序,尽快铺设好过滤布和基质层,防备土壤、水泥、黄砂堵塞孔道或进入排水蓄水隔根板的贮储存水、排水空间PE多孔通讯管,确保蓄排水隔根板充实发挥其作用。PE双壁波纹管用于做修建夹层板时。 目前排水排污管材发展现状目前国内地下给排水管道系统使用的管材主要是混凝土管、钢筋混凝土管、铸铁管,由于其建造年限较长及车流量较大,有些路段的地下混凝土排水管及铸铁供水管已相继破损老化,造成城市排水堵塞、供水管爆裂,不仅给市民生活带来不便,而且因施工工序较复杂、管道接口数目较多、防渗漏不易及时处理,日积月累会造成道路地基下沉,污水渗漏还会污染土质、水源,成为公害。为此,采用具有良好的耐压、质轻、耐腐蚀、环保型管材已成为当务之急。我国过去在埋地排水领域应用塑料管较为落后,原因一是我国过去对于环保不够重视,管系建设投资不足,多用传统的平接口水泥管,二是塑料埋地排水排污管其设计施工和验收需要全新的规范。 我国过去研究应用经验不足,一直没有制定,因此,前几年有几家企业引进进口生产线后,难以打开市场,只停留在做个别试验工程的阶段,近几年来我国塑料埋地排水排污管市场开始起步,被认知,的设计施工工程已陆续报批,塑料埋地排水排污管从技术保障上已经逐渐成熟,而大口径结构壁管更成为其中的 。随着大口径塑料管材生产技术的不断发展,以及塑料管材与传统管材(如混凝土管、铸铁管等)相比所具有的优越性能逐渐被大家所广泛接受, 有关部门相继制定了有关限制淘汰落后产品,推广使用新型环保产品的产业政策。在2002年发布的关于《淘汰落后的产品,推广使用新型建材》的文件中明确提出,1200mm以下口径的埋地排水排污管优先选用双壁波纹管。
|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东")
影响耐冲击性能的因素与影响环刚度的类似。环柔性检测设备与环刚度相同,但是压缩量更大,试样在垂直方向外径变形量为原外径的30%时立即卸荷,观察试样的内壁是否保持圆滑,有无反向弯曲,是否破裂,两壁是否脱开。除了环刚度、环柔性、耐冲击性能之外, 标准还对蠕变比率(反映波纹管在外力负载下变形后的蠕变情况,影响产品的使用寿命)和烘箱试验(反映波纹管内外壁结合强度是否足够,结构稳定性如何)有要求。2.刚开机时波峰不能成型,这时通常伴随着外层真空不能达到需要的真空度。这是波纹管生产中常见的现象之一。参数方面,例如成型机的速度与挤出量不匹配,如挤出量不变的话,成型机速度过快则模块内的料坯太厚。 真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。2.扩口不良。内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了。 HDPE双壁波纹管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。管材曲折缘由是外层的偏壁严峻或水套与成型机的对中性未调好。2.轴向上波峰的厚度不一致正常冲气过大、口模的空隙过大等导致。内层有划痕一般因为料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。管材冷却后脆性大这是一个比较普遍存在的现象,主要是原材料的性能过差所致,比如填充料的比例过大,消泡剂的质量差,原材料内的水分含量超标等。公司是一家专业从事聚乙烯(PE)双壁波纹管,钢带增强聚乙烯(PE)螺旋波纹管,聚乙烯(PE)克拉管的研发、生产及销售于一体的新型给排水管材企业。目前年生产能力5万余吨。 内壁不平坦PE双壁波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。扩口不良。扩口不良可分为以下几种状况:a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好。
|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东")
|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东")
|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东")
|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东")
|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东")
|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东")
|覆盖地域东洲|新抚|葫芦岛|阜新|盘锦|朝阳|本溪|丹东")
大家都爱看